|
 |

嘆嬥懏偲庽帀傪娙扨偵惉宆撪偱愙拝偡傞怴媄弍偱偁傞丅
嘇岺掱偺抁弅壔丒僐僗僩嶍尭丒戝検惗嶻偱戝偒側儊儕僢僩偑妋棫丅 |
|
 |
惉宍帪偺擬偱愙拝嵻偺妶惈傪懀偟丄愙拝柺偵偁偨傞晹暘偵丄
偦偺愙拝嵻偑惢昳暘巕峔憿撪偵梟偗崬傒寢崌偡傞丅
偦偺屻丄寢徎屌壔偲側傝姰慡堦懱壔偲側傞丅 |
| |
|
| 仯儁乕僕TOP偵栠傞 |
 |
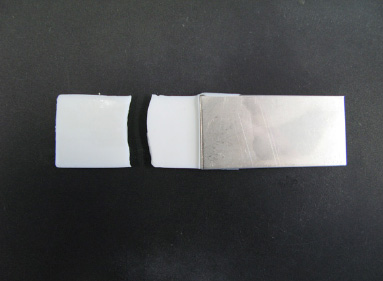
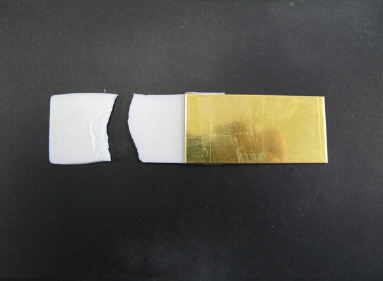
| 儀乕僗丗帋尡僒儞僾儖曅乮僗僥儞儗僗丒墿摵乯丗僆儗僼傿儞宯僄儔僗僩儅乕乮俿俹俷乯 |
|
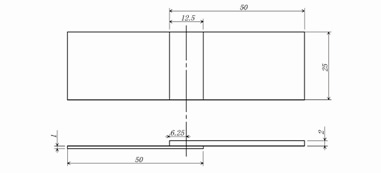
| 奺庬帋尡僒儞僾儖曅乮俆侽亊俀俆亊俀倣倣乯傪嶌惢偟丄岎傢傞晹暘乮僗僥儞儗僗丒墿摵懁愙拝柺愊侾俀丏俆倣倣亊俀俆倣倣乯偵愙拝嵻傪揾晍偟丄幩弌惉宍傪峴偭偨丅 |
|
| 惉宍廔椆屻丄姰惉偟偨僒儞僾儖曅傪堷挘傝帋尡婡偵偐偗丄嫮搙應掕傪峴偭偨丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 嘆嬥懏柺偺墭傟丄桘暘偼庢傝彍偔丅 |
|
| 嘇愙拝嵻偼丄嬥懏柺偵嬒摍偵揾晍偡傞丅 |
|
| 嘊廫暘偵帺慠姡憞偝偣偨屻丄幩弌惉宍偡傞丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 嘆愙拝嵻傪娛偛偲傛偔怳傞丅 |
|
| 嘇彫暘偗傪峴偆応崌偼丄忋岥偺嫹偄梕婍偵堏偟曄偊傞丅乮婗敪杊巭偺偨傔乯 |
|
| 嘊揾晍慜偵傕偆堦搙僴働摍偱愙拝嵻傪潣漚偡傞丅 |
|
| 嘋彫暘偗偟偨愙拝嵻偼丄弌棃傞偩偗憗偔巊偄愗傞丅 |
|
| 嘍宲偓懌偟偣偢丄搒搙彫暘偗偟偨暘偺傒傪巊梡偡傞丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 嘆愙拝嵻傪暚柖婍傗僴働摍偱嬥懏晹傊揾晍偡傞応崌丄揾晍柺偑嬒堦偵側傞傛偆偵峴偆丅 |
 |
|
| 嘇愙拝嵻偼梟嵻宯偱偁傞偨傔丄嶌嬈偼姺婥偺椙偄応強偱峴偆丅乮壓彴姺婥悇彠乯 |
|
| 嘊愙拝嵻揾晍屻偼廫暘偵姡憞偝偣傞丅乮忢壏侾俀帪娫埲忋乯枹姡憞偺応崌丄愙拝嫮搙偑廫暘偵敪婗偝傟側偄応崌桳傝丅 |
|
| 嘋姡憞曻抲偼丄忢壏偱儂僐儕傗恛偑側偄偲偙傠偱峴偆丅 |
|
| 嘍惉宍慜偵愙拝晹暘偵儂僐儕傗恛偺晅拝偑偁傞応崌偵偼丄偦偺晹暘傪寉偔晍摍偱怈偒庢傞丅 |
|
| 嘐愙拝柺偵偼丄桘乮庤桘摍乯偑晅拝偟側偄傛偆偵偡傞丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 嘆愙拝嵻傪揾晍偟偨嬥懏傪嬥宆傊憓擖偡傞嵺丄嬥懏梕愊偑懡偄応崌偼丄嬥懏晹偵庽帀擬偑扗傢傟傞偨傔丄嬥懏傪帠慜偵梊旛壛壏偡傞丅乮栚埨丗俇侽亷乯 |
|
|
| 嘇嬥宆撪偱丄惉宍庽帀壏搙偑僂僄儖僪晹傑偱俀俁侽亷傪曐偪丄嬥宆壏搙栺係侽亷偱椻媝傪峴偆丅乮仸惉宍壏搙偼丄庽帀偵傛偭偰堎側傞乯 |
|
| 嘊曐埑偺愝掕偵偼丄廫暘側拲堄偑昁梫丅乮惉宍愙拝嵻偼丄梟梈仺妶惈仺椻媝偺弴偱愙拝惈傪敪尰偡傞偨傔丄夁忚側曐埑偺愝掕偼愙拝傪攳偑偡峴堊偲側傞丅乯 |
|
| 嘋惉宍廔椆屻丄庽帀屌壔偲敽偄丄摨帪偵愙拝嫮搙傕偁偑傞丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 嘆惉宍愙拝廔椆屻丄愙拝嫮搙偑偁偑傞傑偱偵帪娫傪梫偡傞丅 |
|
| 嘇姰慡枾拝傑偱偵偼丄栺俀係帪娫偑昁梫丅 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 乮侾乯巊梡惉宍婡丗 |
扜宆揹摦幩弌惉宍婡
俰俿係侽俼俤俴嘨乮姅幃夛幮擔杮惢峾強惢乯 |
| 乮俀乯巊梡壏挷婡丗 |
俵俿俠亅嘦乮姅幃夛幮僴乕儌惢乯 |
| 乮俁乯巊梡庽帀丗 |
俿俹俷 |
| 乮係乯巊梡嬥懏丗 |
墿摵丒僗僥儞儗僗 |
| 乮俁乯忦審丗 |
嬥宆壏搙係侽亷
嬥懏僀儞僒乕僩屻丄俀侽昩偺梊旛夁擬
惉宍壏搙俀俁侽亷
椻媝帪娫俀侽昩 |
|
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 乮侾乯帋尡曽朄丗 |
俰俬俽 俲 俇俉俆侽 偵弨嫆
乮愙拝嵻亅崉惈旐拝嵽偺堷挘傝偣傫抐愙拝嫮偝帋尡曽朄乯
 |
| 乮俀乯帋尡曅偺庬椶 |
庽帀乮俆侽亊俀俆亊俀乯偲嬥懏斅乮俆侽亊俀俆亊俀乯傪
揬傝崌傢偣偨傕偺乮愙拝柺愊丗 侾俀丏俆倣倣亊俀俆倣倣乯
 |
| 乮俁乯帋尡懍搙丗 |
侾侽倣倣/倣倝値 |
| 乮係乯帋尡曅忬懺挷惍偺壏搙丗 |
俀俁亇俀亷 |
| 乮俆乯帋尡曅忬懺挷惍偺幖搙丗 |
俆侽亇俆亾 |
| 乮俇乯帋尡曅忬懺挷惍偺帪娫丗 |
係俉帪娫埲忋 |
| 乮俈乯帋尡幒偺壏搙媦傃幖搙丗 |
俀俁亇俀亷丄俆侽亇俆亾 |
| 乮俉乯帋尡偟偨帋尡曅偺悢丗 |
値亖俆 |
| 乮俋乯帋尡巊梡婡丗 |
僆乕僩僌儔僼俙俧俽-俆倠俶俢
(噴搰捗惢嶌強)亂巊梡郯霓举丗俆倠俶亃 |
| 乮侾侽乯帋尡婡偺惛搙丗 |
侾摍媺乮俰俬俽 俛 俈俈俀侾丗俀侽侽俀乯
堷挘傝偣傫抐帋尡乮堷挘傝偣傫抐愙拝嫮偝乯
乮巗棫嶻嬈媄弍巟墖僙儞僞乕挷 |
|
| 乮巗棫嶻嬈媄弍巟墖僙儞僞乕挷嵏乯 |
|
| 仯儁乕僕TOP偵栠傞 |
 |
| 帋椏柤 |
帋椏斣崋 |
堷挘傝偣傫抐愙拝嫮偝乮俵俹倎乯 |
| 應掕抣 |
暯嬒抣 |
惉宍愙拝俿俹俷
僗僥儞儗僗 |
1 |
0.31 |
0.308 |
| 2 |
0.31 |
| 3 |
0.32 |
| 4 |
0.30 |
| 5 |
0.31 |
|
 |
|
|
| 帋椏柤 |
帋椏斣崋 |
堷挘傝偣傫抐愙拝嫮偝乮俵俹倎乯 |
| 應掕抣 |
暯嬒抣 |
惉宍愙拝俿俹俷
墿摵 |
1 |
0.31 |
0.298 |
| 2 |
0.30 |
| 3 |
0.29 |
| 4 |
0.30 |
| 5 |
0.29 |
|
 |
| |
|
|
| 仯儁乕僕TOP偵栠傞 |
 |
崱夞偺帋椏偱偁傞丄亂嬥懏亃墿摵乛僗僥儞儗僗丄亂庽帀亃俿俹俷埲奜偵傕嬥懏偱偼傾儖儈丒弮摵丒儕儞惵摵丗庽帀偱偼斈梡庽帀乮俹俹丒俹俤etc乯傗斈梡僄儞僾儔乮俹俹俽丒俹俛俿etc乯偺慻崌偣偱嬥宆撪惉宍愙拝偺帋尡傪峴偄傑偡丅
傑偨丄忋婰慻傒崌傢偣埲奜偵傕偍媞條偺偛梫朷偵傛傝丄帋尡媦傃奐敪傪峴偭偰嶲傝傑偡丅崱屻傕偳偆偧媂偟偔偍婅偄抳偟傑偡丅 |
|
偍栤崌偣愭丗扴摉栘壓 kinoshita_hisayoshi@toyotsu-chemiplas.com
揹榖斣崋丗06-6243-6335 |
| |
| 仯儁乕僕TOP偵栠傞 |
| |